

饲料行业空气治理解决方案
现状分析
饲料行业在生产制作过程中会产生一定量恶臭和有害气体。据分析,膨化饲料在生产过程中会产生氨、硫化物、甲硫醇、甲硫醚、胺类、有机酸类等恶臭废气,排放量大、嗅阈值低,易引起恶臭废气污染事件。这些恶臭废气容易给当地居民的身体健康和生态环境造成影响,导致投诉日益增多。因此饲料行业废气的治理已成为一个非常重要的环境保护问题。粉尘废气治理效果的好坏、环保设备是否能稳定、有效的运行成为饲料加工企业能否正常、稳定生产的制约因素。奥维环保根据饲料行业的特点制定的专门的粉尘废气治理解决方案,处理效果持续稳定,运维管理简单方便,无二次污染。

饲料厂废气特点:
饲料生产线有组织排放现需要处理的主要是粒料线、膨化饲料线、超微粉碎线。处理点位是膨化线烘干塔、膨化线冷却塔、超微粉碎气体输送风口、膨化线出料口收集气体、粒料冷却塔。
饲料生产过程中产生的废气具有以下特点:
(1)含尘:废气中含尘量较大,粉尘粘性较大,容易产生堵塞现象;
(2)湿度大:废气中水份含量较高,加大了处理难度;
(3)温度高且分布区间较大:废气从设备出来后,到出口温度通常在45~60℃;
(4)废气量大:臭气产生源为生产工序中冷却抽排的大量湿热废气,分别3万方/时。
(5)废气成分复杂:该类废气中除了含有明显的香味剂及添加剂恶臭外,还含有大量蒸汽、饲料粉尘,其气体成分以有机类为主,同时含有硫化氢、氨、醇类等有机废气,成分较为复杂。主要成分包括三甲胺、丙烯醛、油类降解产物、硫化氢、氨、丁酸,以及戊酸等
根据饲料行业废气高温高湿高粉尘、持续大气量、成份复杂的特点,饲料废气处理主要是去除异味,其异味的影响因子有粉尘、及气化状态的异味分子,气化状态的异味分子又分为可溶性及非溶性两种,其中的粉尘及可溶性异味分子可以通过充分水洗去除,非溶性成份只能通过氧化分解去除。
工程治理目标
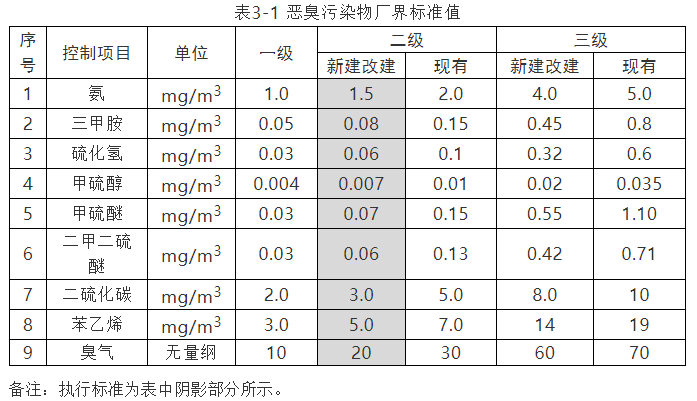
按照国家对恶臭污染物的定义,一切刺激嗅觉器官引起人们不愉快及损坏生活环境的气体物质的总称,国家《恶臭污染物排放标准》(GB14554-93)中控制的污染因子包括:氨、三甲胺、硫化氢、甲硫醇、甲硫醚、二甲二硫、二硫化碳、苯乙烯、臭味共9个指标。
标准情况如下表3-1、表3-2所示。

而实际上,由于我国《恶臭污染物排放标准》(GB14554-93)制定及实施日期距今已13年多,随着居民生活水平提高对居住环境质量要求的提高,企业周边居民所期望的环境质量实际上比标准GB14554-93要高得多。所以也导致了即使企业做到达标排放,周边居民也投诉不断的情况。
也正因如此,我方对有组织排放的工程治理目标要比现有标准基础上严格。
设计原则
遵循“技术先进、经济合理、运行可靠、使用寿命长、维护方便”的方针,所采用的技术装备均有成功的实例和业绩。
以设备运行的可靠性,优化设备的性能,提高系统运行效率为前提,尽可能合理、经济的设计该项目。
解决方案
根据饲料厂废气“高温高湿高粉尘”、饲料生产工艺要求排气风道微负压等特点,奥维环保经过多年实战经验积累,为改饲料行业量身总结定制了一套饲料厂废气专用处理方案:
方案一:湿法除尘+光氧催化除臭+微负压设计。
方案二:旋风除尘+滤筒除尘器
方案三:预处理+沸石浓缩催化燃烧
方案一:湿法除尘+光氧催化除臭+微负压设计原理简介:
本方案的湿法除尘用于去除粉尘带来的异味及可溶于水的异味,不溶于水的异味由光氧催化氧化分解变为水和二氧化碳。
技术特点:
1、恶臭去除率可达98%
2、处理效果持续稳定,运维管理简单方便,无二次污染。
3、整个废气处理系统设计为微负压状态,不仅对原饲料生产工艺无负面影响,还可让其前端工艺参数更稳定,对产品产量及质量更有保障。
4、光氧氧化设备其灯管选用的是电磁波传递能量,不需导线,且可以任意用水冲洗(标配高效自动清洗装置),且灯管使用寿命高达60000小时,既解决了灯管沾污及导线松动导致的故障率高的问题,又解决了恶臭处理效果不持续稳定的问题;
方案二:旋风除尘+滤筒除尘器原理简介:
本方案只针对饲料行业的粉尘进行处理,首先通过旋风除尘器预除尘,再通过滤筒除尘器达标排放。粉尘废料先通过旋风除尘器进行预除尘,既可以起到降温的作用,还可以对收集的废料进行回收利用。滤筒除尘器具有净化效率高、外形尺寸小、过滤面积大、过滤效果好、压力损失小、滤筒使用寿命长、安装维修快捷方便、可连续使用等特点。
技术特点:
1、出口粉尘去除率可达98%
2、处理效果持续稳定,运维管理简单方便,无二次污染。
3、整个粉尘处理系统设计为微负压状态,不仅对原饲料生产工艺无负面影响,还可让其前端工艺参数更稳定,对产品产量及质量更有保障。
方案三:预处理+沸石浓缩催化燃烧原理简介:
过滤器:主要去除废气中粉尘颗粒,保证后续处理设备正常运行
沸石转轮:处理系统的主体,主要通过转轮中分子筛吸附浓缩的方式净化废气,使废气达到排放标准。
燃烧炉SCO:脱附后的高浓度气体通入燃烧炉中催化氧化处理,达到排放标准;
技术特点:
1、强效吸附:分子筛具有强大的吸附能力
2、安全性高,分子筛属于沸石非碳类物质(不可燃),可耐受高温而不会损伤,在550℃可安全脱附完全恢复活性。
3、起燃温度低,节省能源
4、处理效率高,无二次污染
以上方案为饲料行业常规解决方案,针对不同企业有不同的工况及解决需求,我公司可根据用户要求进行方案设计,出具科学合理的除尘及废气解决方案。详情联系15564537088.
典型案例:











